
The work was done by an on-site team consisting of a Laser Safety Officer (LSO), a working supervisor, and 3-5 laser operators. This team was assembled after the purchase of a CL1000, high power laser system from Adapt Laser back in 2021. The laser team is self sufficient in that they can operate and maintain the laser as well as qualify new operators.

To overcome the different constraints and challenges the project’s location and equipment caused, a creative approach was taken.
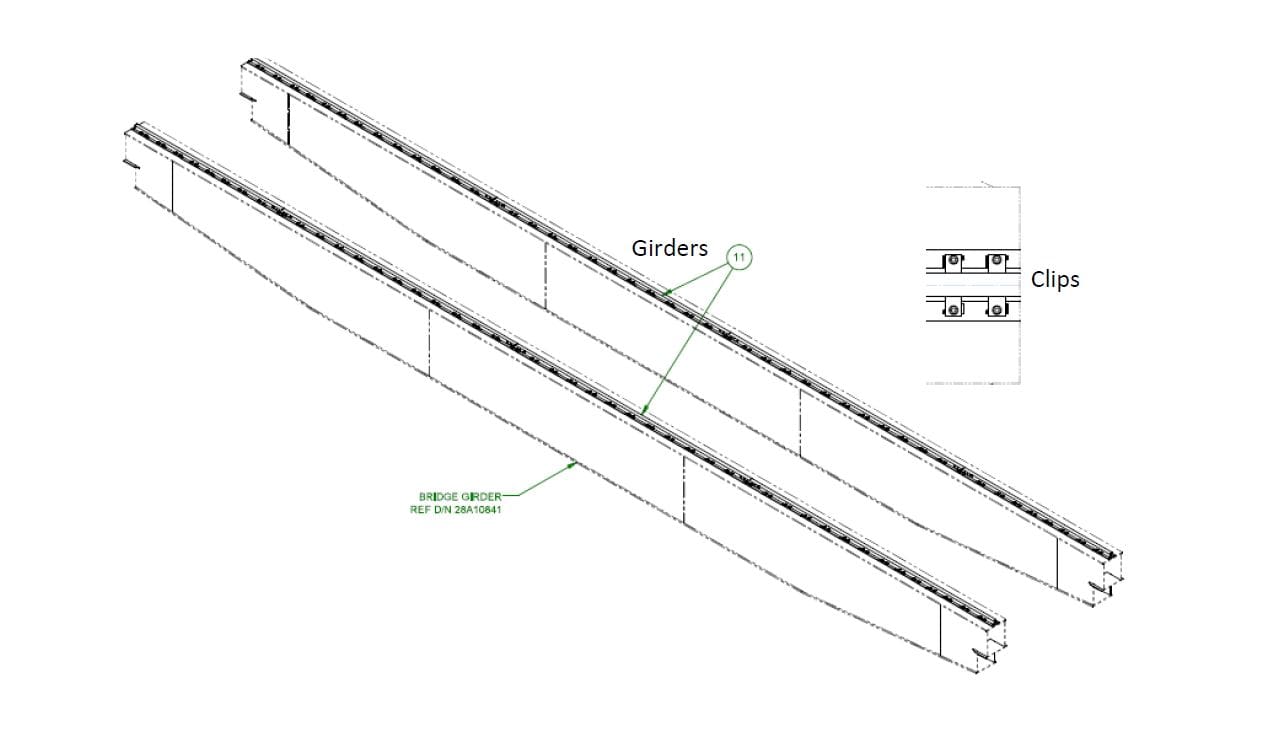
- Access to the girders – the team designed and constructed a tent using laser safety curtains inside the lift that extended over the girder
- For cleaning the girder surface – a “clean-as-you-go” strategy was implemented from the scissor lift for the greasy areas
- To assist with control and positioning of the laser – a zero gravity arm was incorporated into the design which also helped increase operating times by bearing the weight of the laser
- Overheating of the equipment and personnel – to help cool the small chiller that keeps the laser cool, a larger chiller was placed at the turbine deck, with a trunk line running up. This solved the problem of the small chiller overheating and allowed a cooling station to be added for workers
- Handling variations in paint thickness – a commercial paint remover readily removed the paint helping to return productivity despite the 10-20 mil variation in the thickness of the paint
Laser ablation technology solved the big challenge associated with dust and debris that are caused from mechanical processes like needle guns. Using focused laser light, the laser beam vaporizes coatings like paint, oils, and greases without removing any of the base metal. Vaporized contaminants are then captured immediately at the laser end effector by suction from a laser fume extractor filter unit. The laser fume extractor has 3 stages of filtration. The first consists of particle filters with a self-cleaning mechanism to maintain optimal performance, the next filter stage contains activated carbon for gas followed by a third stage HEPA filter. This then empties into a dust collection drawer that can be removed and disposed of in the proper way.